
Understanding the Flow Patterns in Rotational Molding for Plastics
Rotational molding can be defined as a versatile process for creating plastic products. It relies on several key parameters to achieve high-quality results, particularly the flow patterns within the mold which play a significant role in determining the final product's quality. Powder characteristics, including particle shape, size distribution, and mold surface finish, heavily influence the flow patterns. In this blog, we will explore the types of flow patterns observed in rotational molding and their impact on the sintering process of polymers within the mold.
The powder used in rotational molding exhibits a direct correlation with flow characteristics, packing density, and heat transfer – all of which subsequently affect the sintering of the polymer within the mold. Understanding how these characteristics interact is vital for optimizing the rotational molding process.
1. Slip Flow: The Smooth Slide
Slip flow is a flow pattern that arises due to low frictional forces between a highly polished mold surface and the powder particles. When the mold begins to rotate, the powder bed is initially lifted, forming an angle beyond which the frictional force cannot support the mass. At this point, the entire bed slides down along the mold surface. This flow pattern is particularly evident when the powder particles are disc-shaped and possess high packing densities. Slip flow results in increased porosity, poor powder mixing, and compromised heat transfer. To mitigate these issues, selecting powders with suitable shapes is essential. Furthermore, the mold surfaces can be enhanced by sandblasting using 100–200 mesh particles, thereby improving the overall flow characteristics.
2. Steady State Flow: A Synchronized Dance
Steady state flow is a common pattern in rotational molding and occurs when the powder particles in contact with the mold surface are lifted as the mold rotates. Conventionally, the sequence deals in the loading of the plastic powder and closing of the mold. The mold then is started with biaxial rotations on major and minor axis and once the rotating speed goes up, both upper and lower angles disappear and the slope angle approaches a constant as grains keep rolling down the slope. This indicates the beginning of the rolling stage. The corresponding slope angle is referred to as the dynamic angle of repose. Once the angle of repose is exceeded, these particles break off from the mold surface and tumble across the surface of the powder bed. This type of flow is typically observed with spherical particles. Steady state flow is characterized by good heat transfer, effective powder mixing, and smooth powder flow. It contributes to the creation of high-quality rotational molded products, making it a favourable flow pattern.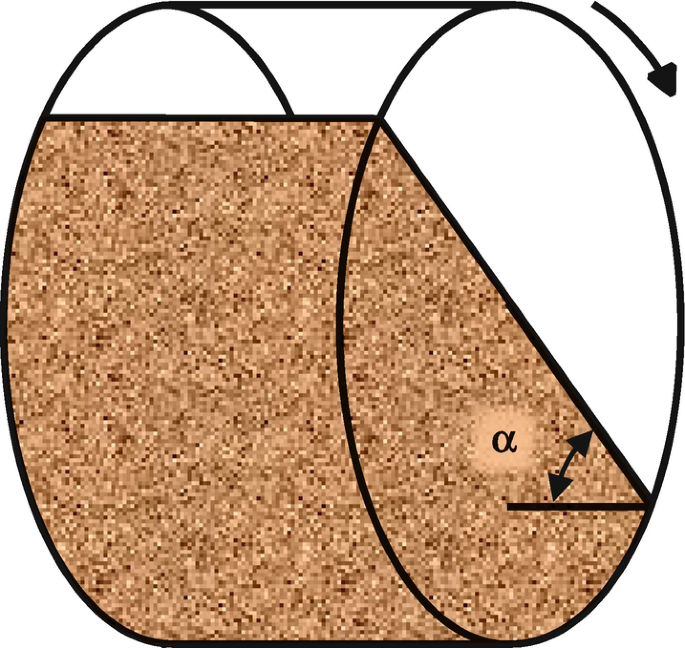
Dynamic angle of repose(α)
3. Avalanching: The Controlled Chaos
Avalanching, on the other hand, is another flow pattern in rotational molding. During this process, the entire powder bed is lifted by the rotating mold surface until the dynamic angle of repose is exceeded. Once this point is reached, the top portion of the bed breaks off from the mold and tumbles across the surface of the bed. Avalanching is more common when squared egg-shaped particles are used, but it can also occur with disk-shaped particles under specific conditions. Similar to steady state flow, avalanching exhibits good heat transfer, efficient powder mixing, and adequate powder flow. However, in most cases, steady state flow tends to yield slightly better results.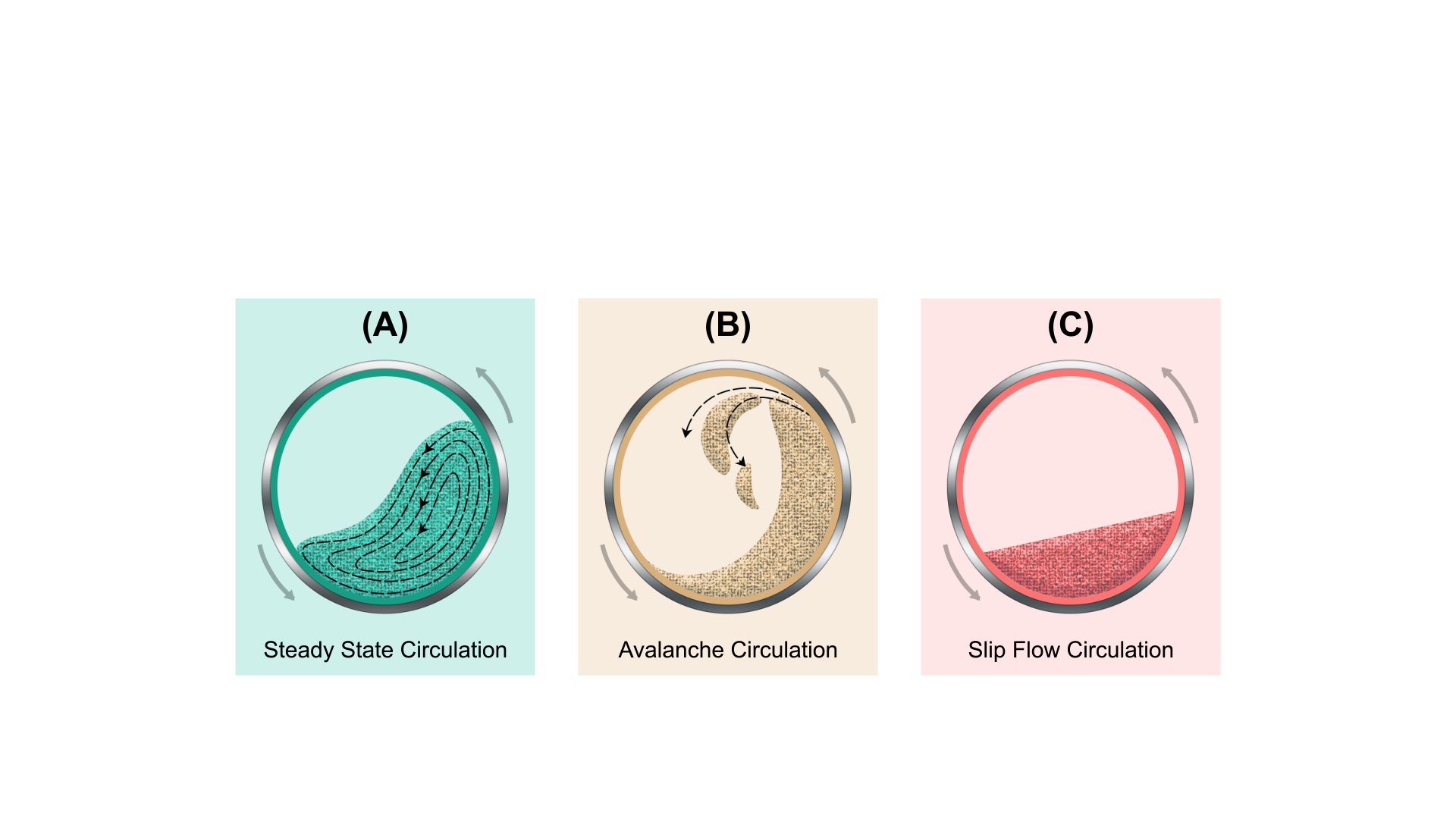
Typical flow patterns in plastics rotational molding
To achieve the best possible results in rotational molding, understanding and controlling flow patterns are essential. Here are some key takeaways to keep in mind:
- Powder Shape Matters: The choice of powder shape plays a pivotal role in the type of flow pattern observed. While spherical particles are suited for steady state flow, disc-shaped particles can lead to both steady state flow and avalanching. Square egg-shaped particles are typically associated with avalanching.
- Mold Surface Finish: To mitigate slip flow, mold surfaces should be finished by sandblasting using 100–200 mesh particles. This ensures a more controlled flow pattern and minimizes issues related to porosity, mixing, and heat transfer.
- Aim for Steady State Flow: Among the observed flow patterns, steady state flow is generally preferable due to its positive impact on heat transfer, powder mixing, and flow quality. It results in better final product quality.
The flow patterns in rotational molding are integral to the creation of high-quality plastic products. Powder characteristics, such as particle shape, size distribution, and mold surface finish, are pivotal in determining the type of flow pattern that occurs during the process. Slip flow, steady state flow, and avalanching each have their unique characteristics and implications for the final product.
As manufacturers and designers, understanding these flow patterns and their effects on the sintering process of polymers within the mold is critical. By selecting the right powder characteristics and optimizing mold surface finishes, one can harness the power of flow patterns to create superior rotational molded products. Whether it's achieving a smooth, controlled slide or orchestrating a synchronized dance of particles, the choice is in our hands, and it starts with mastering the art of flow patterns in rotational molding.
If you have any other questions or would like to suggest topics for us to write about, please feel free to contact us at prashant.gupta@polymerupdateacademy.com
Author
Dr. Prashant Gupta
Faculty, Polymerupdate Academy

